


若さと感性と貧乏。中学を出て叔父の経営する工場に住み込んだ。しかって、褒めてくれるお客が技を育てた。日本刀にも使われる伝統製法で、鍛えて砥いで仕上げる「手作り鋳造抜き型」。切れ味と強靱な耐久性が、プレス機の打ち抜き加工の常識を変えた。
手袋メーカーから全国の異業種メーカーへ。零細から上場の企業まで1000社以上の信頼を得た。
代表取締役 喜岡 達さん(61)は、”鍛えた鉄と砥石の対話“に聞き耳を立てる。滑らかな砥ぎあたりに、手作り鍛造の刃文がさえる。
※(三次元抜き型)
刃先に凹凸をつけ、凸点に圧力を集中させて素材の完成度を損なわずに切り抜く刃型。
※(抜き型)
素材をプレスして型抜きする刃物(刃型)のこと。
※(鍛造)
「鍛=きたえて」物を「造=つくる」という意味。鉄を高温にしてたたいて鍛えると同時に、任意の形に形状を変えること。
最先端のローテクノロジー
「うちの刃型でバンパーを抜き加工したら割れて使えない。なんとかならないか」。プレス金型は設備に金がかかる。スズキはエアープレス機に刃型を付けて試行錯誤していた。「エアーでは力不足で抜けないと言ったら、『抜けるように工夫しよう』と言うんです」
お客さんの声に励まされて喜岡さんの「三次元抜き型」が進化した。「指定されたデータで抜き型を造ったらうまくいきました」。いまではホンダもトヨタも採用している最先端のローテクノロジーだ。
※(プレス金型)
プレス機に金型を装着し、上下に分かれた型の間に材料を入れプレス機を可動させて製品をつくる加工法。
※(抜き加工)
材料を指定した形に「切り抜く」加工法。
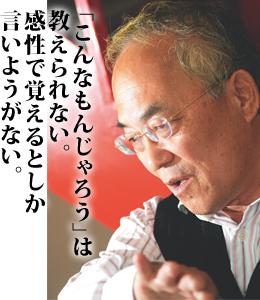
「こんなもんじゃろう」で砥ぐ千分の二ミリ
「紙ほどうっとうしいものはありません。封筒用は400枚の紙を、一番上から一番下まで、1ミリの誤差もなくカミソリのような断面で切らないと使いものになりません」。オートメーションで紙を折って、のりを付けるから、紙の大きさがわずかでも違ったら、機械が動かなくなる。
紙を誤差なく切る刃の角度は、数値化で教えられる。しかし切れ味を出す「砥ぎ」は、手の感触だ。「機械で砥いだ円盤状の刃物を回転させて、極細の不織布を切ると、刃先に繊維が詰まって切れません」。顕微鏡写真で刃先を見ると、ごくわずか刃先が欠けているのが分かる。
「機械で砥いだ刃先は千分の5ミリの欠けが出ます。『こんなもんじゃろう』と手で砥ぐとすべすべした柔らかい感触になって、刃先の欠けは千分の2ミリです」。お客にしかられ、褒められて覚えた技が、機械の精度を超えるのだ。
「こんなもんじゃろう」は教えられない。感性で覚えるとしか言いようがない。
金はないが道具が欲しい

「独立したいが金がない。これだけの道具が欲しいんです」。必要な道具を書いた大学ノートを社長に見せた。事務所の奥で書き物をしていた社長は手を止める気配が無い。振り向いてもくれない。馬鹿にされたと思った。
「金が足りないのはわかっています。3カ月で返せなかったら、生涯ここででっちで働きます・・・・・・」。社長は手を止めた。「いま何を言うたんだ。もう1回いうてみい」。繰り返した。「本当やな・・・・・・」。何度も念を押して総額で3、40万円の道具を持たせてくれた。当時の月給が1万2千円。いまなら4、5百万円だ。
仕事がない
仕事がない。誰も相手にしてくれなかった。コッペパンを1日1個、朝、昼、晩と3等分した。「朝、食べたらおいしくて、つい全部食べてしまって、その日は水を飲んで過ごしました」
1カ月ほどたった頃、ある手袋屋の社長が声をかけてくれた。「わしもよそ者で苦労した。お前の気持ちがよく分かる・・・・・・」。よそ者だった喜岡さんに仕事をくれた。
徹夜で刃型を仕上げて納品したらよく切れた。社長は手袋屋仲間に仕事ぶりを褒めてくれた。「2カ月目から、寝る暇がないほど忙しくなって、約束どおり3カ月で道具の借金は返せました」
三次元抜き型のきっかけ

4畳半の倉庫で始めた職人仕事が、ここまで来るとは思わなかった。「うれしい半面うろたえています。社会的な責任がありますから、後継者の育成にプレッシャーを感じます」。職人の仕事は教えて覚えられるものではない。見て聞いて「盗む」ものだ。
「手作り鍛造抜き型」の切れ味。喜岡さんは自分を超える後継者を待っている。
※(火造り)
古い歴史を持つ鍛冶職人の鍛造方法。
エピソード
住所とあて名は必ず手書きだ。「両親に手間賃を渡して、内職のつもりで書いてもらいました。いくら下手な字でもいいんです。手書きの郵便物はなかなか捨てられないと気付いたんです」。ダイレクトメールは1割を超える反応があった。そのうちの6%ほどが顧客になったという。
喜岡さんは金髪だ。ベンツで営業先に乗り付けるから、初めて会う人は怖がる。「いま高校2年生の息子は厄年の子で、小学校へ入った頃、僕に白髪が目立ったんです。『お父さんは頭が白い』と言われました」。ビートたけしや所ジョージの金髪より早かった。トレードマークになってしまってやめられないという。

喜岡 達 | きおか たつる
- 略歴
- 1948年 高松市生まれ
1964年 鳥取県中山中学卒業
叔父の経営する武田鉄工に住み込みで働く
1967年 独立 創業
2000年 有限会社 ハガタ屋設立 代表取締役に就任
2007年 株式会社 ハガタ屋に組織変更
公職・褒章
第2回ものづくり日本大賞 受賞
内閣官房 地域活性化伝道師 拝命
株式会社ハガタ屋
- 住所
- 香川県東かがわ市松原1780-6
- 代表電話番号
- 0879-25-3121
- 設立
- 1967
- 社員数
- 8人
- 事業内容
- 鍛造、火造り抜き型(普通・一体型3D抜き型)、省力化プレス機械(手動~油空圧) の製造
- 沿革
- 1967年 創業
1975年 現社名に改称
1990年 国際アパレルマシンショー出展
1993年 同上
1995年 大阪パック出店
東京国際包装機械展出展
1996年 国際アパレルマシンショー出展
東京国際包装機械展出展
2005年 国際プラスチックフェアー出展
2006年 株式会社へ組織変更
2007年 元気なモノ作り中小企業300社に認定 - 地図
- 確認日
- 2009.07.02






おすすめ記事
-
2026.05.07

企業に寄り添い 生産性向上をサポート
かがわ産業支援財団 理事長 寺嶋 賢治さん
-
2026.04.16

二人三脚で “キレイなあしを創る”
Welleg
会長 植村 暁美さん
社長 小島 好視さん -
2025.05.01

四国から世界へ 宇宙へ
暮らし支える「ものづくり」と「物流」カトーレック 社長 宇田 昌弘さん
-
2025.02.20

油圧の力で未来をつくる
ユニコム 社長 藤原 康雄さん
-
2025.02.06

人をつくり、美しく豊かな環境をつくる
日本興業 社長 山口 芳美さん
-
2024.12.05

もっと面白い未来へ プラスチック製品メーカーの挑戦
川崎化工 社長 川崎 功雄さん
-
2024.07.04

「電着塗装」武器に 100年目指しタクトを振る
四国塗装工業 社長 近澤 裕明 さん
-
2023.11.02

ものづくり支える「トータルエンジニアリング」
カワニシ 社長 川西 弘城さん
-
2023.10.05

「4欲」見逃さず たくさんの笑顔を紡ぐ
フクシン 社長 福﨑 二郎さん
-
2023.04.20

インフラ支える圧倒的な設備力と「和」
協拓建設 社長 福本 徹哉さん
-
2022.11.03

高品質ツーリングで “全てのものづくり”を支える
大東精工 社長 原田 一正さん
取締役 原田 康弘さん




最新紙面情報

